Researchers from Imperial College London explore materials and techniques in 3D printing and AM processes, releasing their findings in the recently published ‘Mechanical and microstructural testing of wire and arc additively manufactured sheet material.’ As 3D printing begins to make obvious—and enormously positive—impacts in countless ways today, around the globe, many different scientists are now looking into ways to overcome challenges that continue to arise due to different requirements in research and development.
As users continue to push the limits of 3D printing and AM, both very powerful processes, obstacles are noted and then overcome one by one; for example, in wire and arc additive manufacturing (WAAM), designers and engineers can aspire to fabrication on the larger scale and enjoy many of the benefits of 3D printing—from greater affordability to much faster turnaround in production. WAAM, a method of directed energy deposition (DED), presents a variety of challenges as structural performance may be in question in terms of mechanical properties, anisotropy, and variables overall.
While printing with WAAM stainless steel is becoming increasingly popular for industrial uses, there have not been many studies; however, existing research has shown ‘potential correlation between the employed printing strategy and exhibited material properties,’ with an investigation of alloys and geometries used in applications such as aerospace.
“The undulating as-built geometry, which is inherent to the WAAM process, can be machined smooth, but this additional operation will add time and cost and may not be feasible with certain printed geometries,” stated the researchers. “If the material is left in the as-built state, an important question is: what is the influence of the inherent geometric undulation on the effective mechanical properties? This issue is also addressed herein and simple design rules for predicting the key mechanical properties are established.”
Understanding Filament Properties

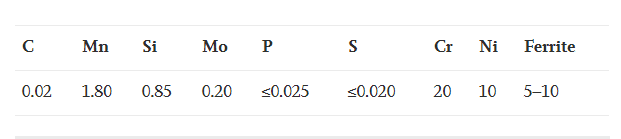
Chemical composition of 308LSi austenitic stainless steel wire (values in %), as provided by the manufacturer.
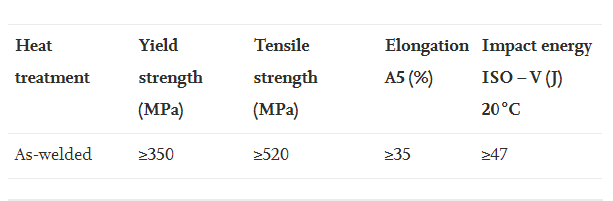
Mechanical properties of 308LSi austenitic stainless steel wire, as provided by the manufacturer.
Material Comparison and Selection
Samples for the study consisted of flat plates of 3.5 mm and 8.0, cut from oval tubes with flat sides. Overall, the 51 machined coupons were prismatic, and bearing uniform thickness.
Print Settings and Optimization
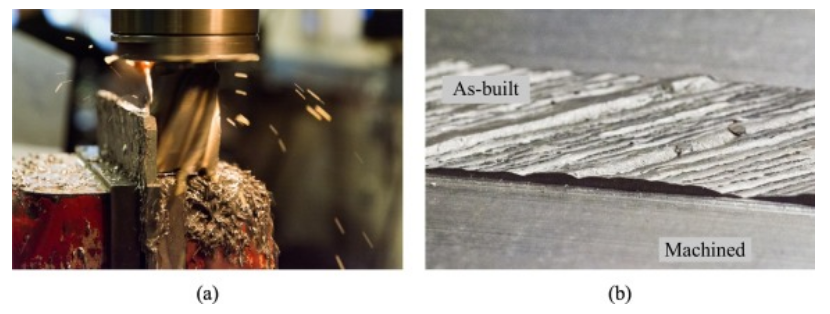
(a) Milling of WAAM plate to produce machined (flat) coupons and (b) comparison of as-built and machined surfaces.
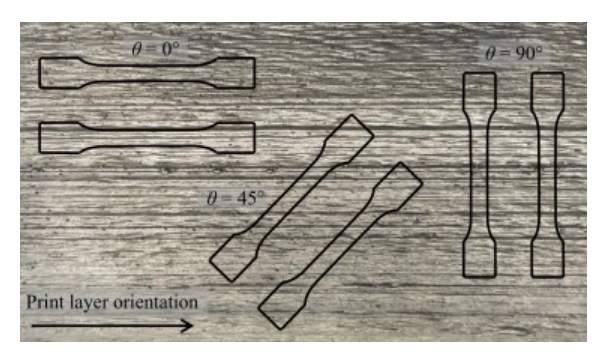
Orientation of tensile coupons extracted from WAAM plate relative to print layer orientation.
Twelve specimens were chosen further for 3D printing, with coupons scanned and processed in Rhino 3D.

Strength and Durability Testing
As-built (top) and machined (bottom) tensile coupons.
Mean and standard variations of coupons were most suitable for finding the connection between good mechanical properties, as well as geometric variability.
Cost and Availability Considerations
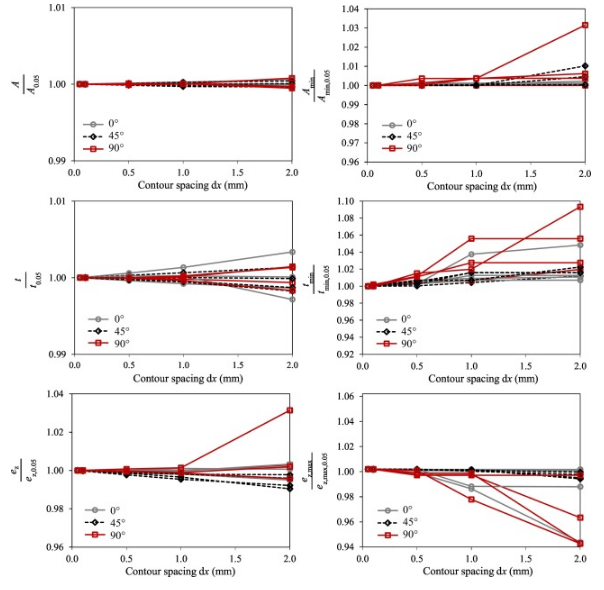
Results of sensitivity study on contour spacing.
The as-built specimens showed an effective decrease in Young’s modulus and strength when compared to the machined specimens due to the influence of the geometrical undulations; the most severe reductions were observed for the thinner material and for loading applied perpendicular to the layer orientation (i.e. θ = 90°),” concluded the researchers.
“The microstructures of the printed material and its parent metal wire were found to be substantially different, with the printed material exhibiting a strong crystallographic texture, attributed to rapid solidification due to the WAAM process, with grains tracking the highest thermal gradient. Finally, since the results of the tensile coupon tests showed a direct dependence of the mechanical properties on the geometric variability of the WAAM material, predictive expressions correlating key effective material properties to the irregular geometry were devised.”
Advanced and Specialty Filaments
WAAM production is currently being used in a wide variety of projects, studying titanium oxidation, large-scale production with tungsten, and also integrating other technologies like robotics.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
[Source / Images: ‘Mechanical and microstructural testing of wire and arc additively manufactured sheet material’]
The post Imperial College London & Additive Manufacturing Analysis: WAAM Production of Sheet Metal appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
Related Articles
Frequently Asked Questions
What is the best 3D printing filament for beginners?
PLA is the best starting filament — it prints easily at 190-220°C without an enclosure and produces good results. Once comfortable, PETG offers better strength and temperature resistance for functional parts.
How do I choose the right filament?
Consider the application: PLA for display models, PETG for functional parts, ABS/ASA for heat/sunlight exposure, TPU for flexible parts, and specialty filaments for engineering applications. Each has specific printer requirements.
What temperature should I print different filaments at?
PLA: 190-220°C nozzle / 50-60°C bed. PETG: 220-250°C / 70-80°C. ABS: 230-260°C / 100-110°C (enclosure needed). Nylon: 240-270°C / 70-90°C. Always check manufacturer recommendations for specific brands.
📌 Related Articles
- The Current State of Metal 3D Printing in 2020
- Prusa Research Mini+ vs Prusa MK4: Full Specs Comparison & Buyer’s Guide
- ABS 3D Printing Settings Guide: Temperature, Enclosure, and Cooling for Strong Parts
- Bambu Lab P1S vs Bambu Lab P2S: Full Specs Comparison & Buyer’s Guide
- Best Budget 3D Printer Upgrades That Actually Improve Print Quality: Belts, Springs, Hotends & More