Researchers from Turkey and Romania have come together recently to finish a project as they evaluate patients in a follow-up study, outlined in ‘Eighteen Months Follow-Up with Patient-Centered Outcomes Assessment of Complete Dentures Manufactured Using a Hybrid Nanocomposite and Additive CAD/CAM Protocol.’ Initially, patients received 3D printed dentures made from a composite material, poly(methyl methacrylate) (PMMA)–nanoTiO2.
Thirty-five patients participated in the study, as researchers evaluated the effectiveness of their dentures later. The new material being used is critical as previously other materials and techniques reflected poor fit and resistance. Here, the authors were relying on innovative nanotechnology for the creation of materials with ‘improved characteristics.’
“Due to the high demand for rapid, accurate, and resistant material suitable for long‐term 3D‐printed complete dentures manufacturing, we proposed an improved nanocomposite based on poly(methyl methacrylate) with titanium dioxide nanoparticle inclusions,” explained the authors. “The newly obtained poly(methyl methacrylate)–TiO2 matrix allowed a material with proven antimicrobial action, smooth surface aspect, and better mechanical and thermal characteristics to be obtained, suitable for use with additive technology.
Understanding Filament Properties
“In order to assess the improved hybrid nanocomposite in clinical environment, a protocol for long‐term DLP 3D‐printed complete denture manufacturing was proposed, and an objective clinical assessment and morphological analysis was performed.”
Along with the long-term clinical assessment and analysis, the researchers also asked each participant to fill out a questionnaire (49 questions) regarding their ‘subjective perceptions’ about treatment. Questions were relevant to:
- Functional limitation
- Pain
- Psychological discomfort
- Physical disability
- Psychological disability
- Social disability
- Handicap
The dentures were created on an EnvisionTEC Perfactory® 3D printer, featuring a layer thickness from 25 μm to 150 μm. Post-processing required dentures to be soaked in a solvent quickly, and then supports were removed, the dentures were polished and then subjected to a light cure bath in post-curing. Patients received their dentures at their third visits, along with post-operative instructions.
Material Comparison and Selection
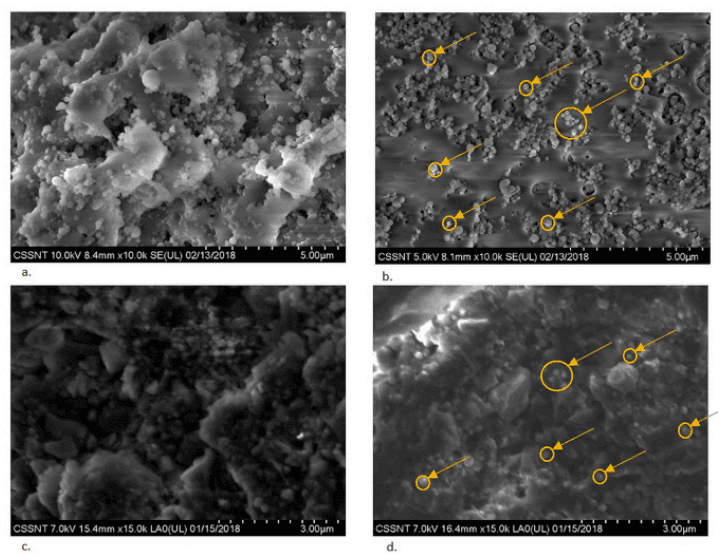
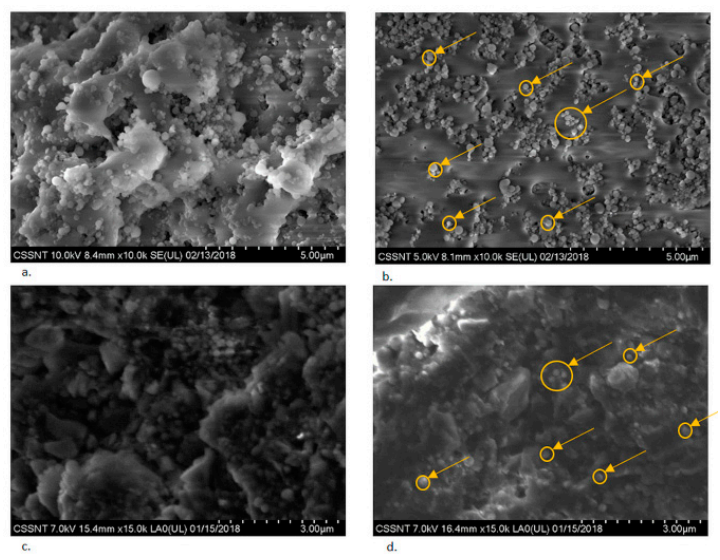
SEM images of (a) Dent 100 (not polymerized) and (b) newly obtained nanocomposite (not
polymerized). Low‐angle backscattering electron image of (c) 3D‐printed E‐Dent 100 and (d) newly
obtained 3D‐printed nanocomposite. Titania nanoparticles are marked with yellow circles in subfigures (b) and (d).
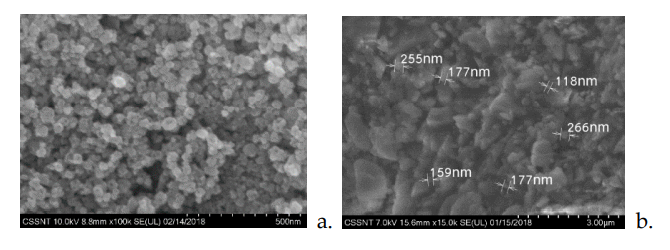
(a) SEM images of TiO2 powder; (b) particle measurements for 3D‐printed denture sample.

Print Settings and Optimization
EDX analysis for the newly obtained 3D‐printed nanocomposite (denture).
Two sets of dentures were broken in the first six months of use, and patients each received a new set to replace them.
Strength and Durability Testing
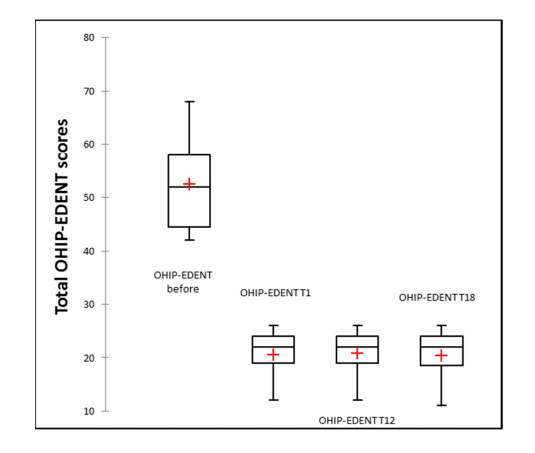
Boxplots for the changes in OHIP‐EDENT overall scores.
The dentures were studied 18 months later in the assessment, and the researchers noted ‘satisfactory uniformity,’ with no defects. Patients noted ‘significant improvement’ related to their oral health as the dentures provided good retention and stability.
Cost and Availability Considerations
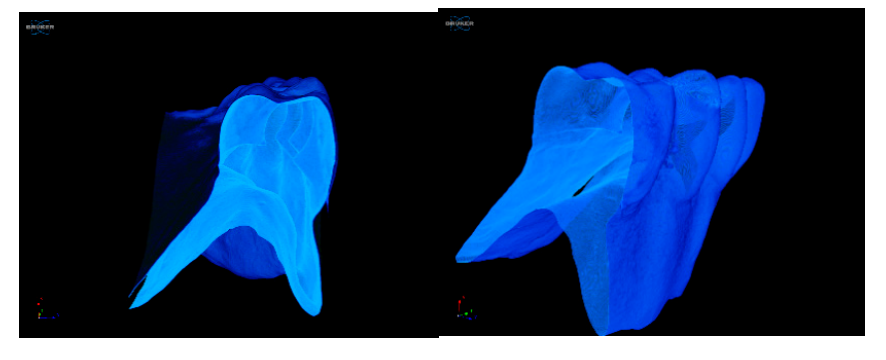
Slice images using micro‐CT performed on a sample of the 3D‐printed denture.
“The proposed workflow with the nanoTiO2 composite material used is a viable treatment option for patients diagnosed with complete edentulism,” concluded the researchers.
“The results indicate that the OHRQoL was significantly improved, and patients’ satisfaction scores for aesthetic, speech, masticatory efficiency, hygiene, and comfort were significantly higher upon new denture insertion, with these improvements being maintained throughout the entire evaluation period.”
3D printing of dentures continues to be improved around the world, offering an incredible opportunity for medical technicians and patients alike, from those that are made to prevent infection, to removable partials, those that are 3D printed rapidly, and much more.
Advanced and Specialty Filaments
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
[Source / Images: ‘Eighteen Months Follow-Up with Patient-Centered Outcomes Assessment of Complete Dentures Manufactured Using a Hybrid Nanocomposite and Additive CAD/CAM Protocol’]
Understanding Filament Properties
The post Following Up on Patients with Complete 3D Printed Dentures Made with Hybrid Nanocomposite appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
from Your daily news from 3DPrint.com http://bit.ly/3bwTCKE
Related Articles
Frequently Asked Questions
What is the best 3D printing filament for beginners?
PLA is the best starting filament — it prints easily at 190-220°C without an enclosure and produces good results. Once comfortable, PETG offers better strength and temperature resistance for functional parts.
How do I choose the right filament?
Consider the application: PLA for display models, PETG for functional parts, ABS/ASA for heat/sunlight exposure, TPU for flexible parts, and specialty filaments for engineering applications. Each has specific printer requirements.
What temperature should I print different filaments at?
PLA: 190-220°C nozzle / 50-60°C bed. PETG: 220-250°C / 70-80°C. ABS: 230-260°C / 100-110°C (enclosure needed). Nylon: 240-270°C / 70-90°C. Always check manufacturer recommendations for specific brands.
📌 Related Articles
- Best 3D Printer Upgrades That Actually Improve Print Quality: Complete 2026 Guide
- Best Budget 3D Printer Upgrades That Actually Improve Print Quality: Belts, Springs, Hotends & More
- The Complete 3D Printing Filament Guide: Types, Properties & When to Use Each
- cura 5.11.0 released
- The Ultimate Guide to 3D Printer Calibration: Complete Step-by-Step Manual