Ten years or so ago I worked for a company and we were making thousands of colored sintered parts per day. We were doing this by using large heated soup pots and Dylon dye which was used for T-shirts. People spent shift after shift stirring these pots to move around the 3D Printed parts. One of our biggest problems was that different geometries, wall thicknesses or stirring tempo influenced how far and how much the dye penetrated parts. This meant that some parts were darker than others overall or just on one side. The global press was writing about 3D Printing as the Revolution in Manufacturing. We on the front lines were not so sure. Now more than a decade later many sintered parts are still colored in those soup pots with Dylon and similar materials. If you’d like to skip the dyeing and change the colored powder in your printer be prepared to spend some quality time with your vacuum cleaner of choice.

Understanding Filament Properties
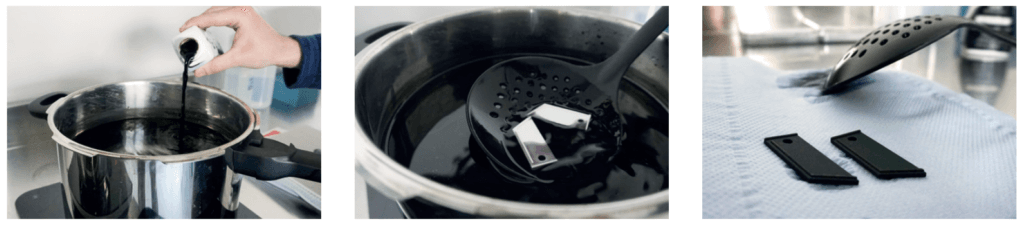
Artisanal pot dyeing as now practiced by certain locally owned establishments still serving up hand-colored 3D prints.

Repeatable processes for industry.
Sintering (SLS, Selective Laser Sintering, Powder bed fusion) is a highly productive 3D printing technology, but color is still somewhat problematic. Yes we can make thousands of shapes per day but can we make thousands of products each day? The gulf between a shape and a product is what we’re trying to collectively bridge at the moment. One way we can add value to our current activities and, with little in the way of marginal cost, sell much more expensive high volume goods is through post-processing. Post-processing is 3D Printing’s dirty little secret. Around a third of final part costs are from manual labor and even with a high labor component we lag in part quality and finish. A whole industry has sprung up that simultaneously wishes to give us lower part costs, higher yields, and better finished products. One of the companies leading the charge is Dye Mansion. We’ve talked of the German EOS offshoot’s vapor fuse technology, looked at how the costs add up, their funding round in 2018 and launch in the US before.
Material Comparison and Selection
;
The company now wants to banish artisanal pot coloring entirely through automation and workflows. I’m shocked that they wish to make hand-colored 3D prints a thing of the past. Won’t it be so soulless without the wooden spoons? In a white paper which you can download here, the firm lists why pot dyeing is to be a thing of the past.
They say that “DyeMansion supplies their customers with exact color recipes down to the microgram. See also: 3D Printing Tungsten Carbide: How Hot-Wire Laser T…. This enables an industrial and traceable process that could not be easier for the user and can be reproduced any time.” Their process delivers “certified and proven colors for high-end manufacturing” and is “traceable and fully automated “plug & play” process.”
Print Settings and Optimization
They do bring up some salient points such as the UV degradation seen in pot dyed colors and the ability to color match. But, where is the human element? Dream killer, Sterling Logan, Owner of 3D Logics mentions that “Traditional pot dyeing was messy, inconsistent, and resulted in a lot of scrapped parts.” Yes, sure but…what about, creativity? The human touch? I know that we’re making progress here but I can’t help but think that along with progress, something is lost.
The post The End of the Road for Pot Dyeing in 3D Printing? appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
Frequently Asked Questions
What is the best 3D printing filament for beginners?
PLA is the best starting filament — it prints easily at 190-220°C without an enclosure and produces good results. Once comfortable, PETG offers better strength and temperature resistance for functional parts.
How do I choose the right filament?
Consider the application: PLA for display models, PETG for functional parts, ABS/ASA for heat/sunlight exposure, TPU for flexible parts, and specialty filaments for engineering applications. Each has specific printer requirements.
What temperature should I print different filaments at?
PLA: 190-220°C nozzle / 50-60°C bed. PETG: 220-250°C / 70-80°C. ABS: 230-260°C / 100-110°C (enclosure needed). Nylon: 240-270°C / 70-90°C. Always check manufacturer recommendations for specific brands.
📌 Related Articles
- The Current State of Metal 3D Printing in 2020
- 3D Printing Tungsten Carbide: How Hot-Wire Laser Technology Creates Metal Harder Than Steel
- Best Budget 3D Printer Upgrades That Actually Improve Print Quality: Belts, Springs, Hotends & More
- The Ultimate Guide to 3D Printer Calibration: Complete Step-by-Step Manual
- Best 3D Printer Upgrades That Actually Improve Print Quality: Complete 2026 Guide