Frequently Asked Questions
What is wire-arc additive manufacturing with nickel aluminum bronze cu-9al-4fe-4ni-1mn?
Quick Answer: What is WAAM with Nickel Aluminum Bronze. This topic is increasingly relevant in the 3D printing community as the technology continues to advance and become more accessible to hobbyists and professionals alike.
How does this relate to 3D printing?
This topic is directly connected to additive manufacturing and 3D printing technology. Understanding these concepts helps improve print quality, expand capabilities, and explore new applications for desktop and industrial 3D printing.
What are the practical applications?
The practical applications span from rapid prototyping and custom manufacturing to educational projects and functional parts production. These techniques can be applied with most consumer-grade and professional 3D printers available today.
Quick Answer: What is WAAM with Nickel Aluminum Bronze?
Wire-Arc Additive Manufacturing (WAAM) is a 3D printing technology that uses a welding arc to melt metal wire, layer by layer, to create parts. When combined with Nickel Aluminum Bronze (NAB) alloy Cu-9Al-4Fe-4Ni-1Mn, it produces components with excellent corrosion resistance, high strength, and superior mechanical properties. This combination is particularly valuable for marine applications such as ship propellers, pumps, and valves, where traditional casting methods are expensive and prone to defects like porosity and cracking.
Key Benefits: Full density parts, high deposition rates (up to 10 kg/hour), material utilization rates above 90%, lower equipment costs compared to powder-based systems, and the ability to produce large-scale components (several meters in size).
Introduction to Wire-Arc Additive Manufacturing (WAAM)
Wire-Arc Additive Manufacturing represents one of the most promising advancements in metal 3D printing technology. Unlike traditional powder-bed systems that use laser or electron beams to sinter fine metal powders, WAAM employs standard welding equipment to deposit molten metal wire, building up parts layer by layer [1]. This approach offers several compelling advantages, particularly for industrial-scale applications.
The fundamental principle of WAAM is straightforward: an electric arc melts a metal wire feedstock, which is then precisely deposited onto a substrate or previously built-up layers. This process continues, following a predetermined path defined by CAD models and sliced into toolpaths, until the complete part is formed [2]. The result is a near-net-shape component that typically requires minimal post-processing.
Understanding Nickel Aluminum Bronze (NAB) Alloys
Nickel Aluminum Bronze belongs to a family of copper-based alloys known for exceptional mechanical and corrosion-resistant properties. As a sub-class of aluminum bronze, NAB alloys incorporate additional alloying elements including nickel, iron, and manganese to enhance specific characteristics [3]. The specific composition studied in this research—Cu-9Al-4Fe-4Ni-1Mn (designated C95800)—has become a standard grade for demanding marine applications.
These alloys are renowned for their remarkable resistance to corrosion in seawater environments, making them ideal for ship propellers, pump impellers, valve components, and other marine hardware. Beyond marine applications, NABs find use in aerospace components, architectural elements, and specialized industrial equipment where durability and longevity are critical [4].
Key Properties of NAB Alloys
- Exceptional Corrosion Resistance: Outstanding performance in seawater and other aggressive environments
- High Strength: Tensile strength comparable to many steels
- Wear Resistance: Excellent resistance to galling, cavitation, and mechanical wear
- Low Biofouling: Marine organisms have difficulty adhering to NAB surfaces
- High Damping Capacity: Approximately twice that of structural steel
- Cryogenic Performance: Retains mechanical properties at extremely low temperatures
- Good Weldability: Can be welded using standard procedures, though care is required to avoid defects
The Role of κ-Phases in NAB Strengthening
The remarkable properties of NAB alloys stem from complex microstructural evolution during solidification. As noted by the researchers: “The absorption of aluminum from the matrix by κ-phases extends the apparent range of the α-field. As a result, under equilibrium conditions, no eutectoid formation occurs and β is not retained below 600 °C unless the aluminum content goes beyond 11%, compared to 9.5% in the Cu-Al binary system. The precipitation of κ-phases in the α-matrix increases the mechanical strength considerably without a significant reduction in ductility” [5].
This unique behavior allows NAB alloys to achieve an optimal balance of strength and ductility—a combination that is difficult to achieve in many other alloy systems. The κ-phases (κI, κII, κIII, and κIV) form during heat treatment and thermal processing, each contributing differently to the final mechanical properties.
Traditional Challenges with NAB Manufacturing
Despite its excellent properties, manufacturing with Nickel Aluminum Bronze has historically presented significant challenges that have limited its broader adoption:
High Production Costs
Traditional casting of NAB components is an expensive proposition. The specialized foundry equipment required, coupled with the high cost of raw materials and energy-intensive processing, makes NAB components significantly more expensive than alternatives like stainless steel or cast iron [6]. This cost factor has historically restricted NAB to applications where its superior properties are absolutely necessary.
Manufacturing Defects
Casting NAB alloys is notoriously difficult due to their high thermal conductivity and thermal expansion characteristics. These physical properties lead to several common defects:
- Porosity: Gas entrapment and shrinkage voids within the casting
- Hot Tearing: Cracking that occurs during solidification as the metal contracts
- Distortion: Warping and dimensional inaccuracy due to residual stresses
- Segregation: Non-uniform distribution of alloying elements
These defects not only reduce component reliability but also increase scrap rates and manufacturing costs. For critical marine applications like ship propellers, any defect can lead to catastrophic failure, making quality control both essential and expensive.
Limited Repair Options
Given the high cost of new castings, manufacturers have historically relied on welding repairs rather than replacing damaged components. However, welding NAB presents its own challenges, including heat-affected zone (HAZ) issues, potential for cracking during repair, and difficulty achieving mechanical properties equivalent to the base material [7].
Comparison: WAAM vs. Traditional NAB Manufacturing Methods
| Characteristic | Traditional Casting | WAAM |
|---|---|---|
| Tooling Cost | High (patterns, molds, cores) | Minimal (digital toolpaths only) |
| Material Waste | 30-50% (gates, risers, scrap) | < 10% (near-net shape) |
| Lead Time | Weeks to months | Days to weeks |
| Design Flexibility | Limited by casting constraints | High (lattice structures, topology optimization) |
| Defect Rate | Moderate to high (porosity, shrinkage) | Low (full density achievable) |
| Part Size | Limited by furnace size | Very large (meters possible) |
| Post-Processing | Substantial (cut gates, machining) | Moderate (surface finish, machining) |
| Equipment Cost | High (foundry infrastructure) | Moderate (welding-based) |
| Material Utilization | 50-70% | >90% |
| Batch Size | Economical at scale | Single pieces to small batches |
Comparison: WAAM vs. Other Metal 3D Printing Technologies
| Technology | WAAM (Wire-Arc) | SLM (Laser Powder) | EBM (Electron Beam) | Binder Jetting |
|---|---|---|---|---|
| Build Rate | Very high (2-10 kg/h) | Low (20-100 g/h) | Low (20-80 g/h) | Moderate (depends on size) |
| Build Volume | Very large (meters) | Small to medium (200-400mm) | Medium (350mm) | Medium to large |
| Surface Quality | Rough (requires machining) | Excellent (fine detail) | Good (moderate detail) | Rough (requires infiltration) |
| Material Cost | Low (wire is cheap) | High (specialized powder) | High (vacuum-compatible powder) | Moderate (powder + binder) |
| Equipment Cost | Moderate (welding-based) | Very high (lasers, powder handling) | High (vacuum system) | Moderate to high |
| Material Range | Wide (weldable alloys) | Moderate (limited by physics) | Moderate (conductive alloys) | Moderate (depends on binder) |
| Density | 100% (fully dense) | 99.5-100% | 99-100% | < 100% (requires sintering) |
| Operating Cost | Low (standard welding) | High (inert gas, laser power) | High (vacuum, electron beam) | Moderate (energy for sintering) |
The Research Study: WAAM with NAB Cu-9Al-4Fe-4Ni-1Mn
The collaborative study between researchers from Canada and India represents a significant advancement in understanding how WAAM technology can be successfully applied to Nickel Aluminum Bronze alloys [8]. The research, published in the paper “Microstructural evolution and mechanical behavior of nickel aluminum bronze Cu-9Al-4Fe-4Ni-1Mn fabricated through wire-arc additive manufacturing,” provides critical insights into process parameters, microstructural development, and resulting mechanical properties.
Research Methodology and Equipment
For this groundbreaking study, the research team employed GTarc 60-5 WAAM equipment featuring gas-metal arc welding (GMAW) technology. This system was selected for its ability to provide precise control over the welding parameters critical for successful NAB deposition [9].
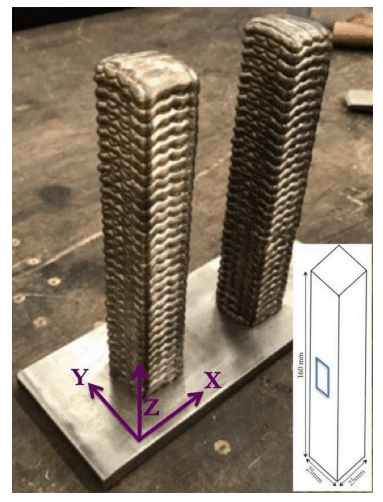
The researchers produced both WAAM-fabricated samples and conventionally cast samples, allowing for direct comparison between the two manufacturing approaches. Square bars with dimensions of 25mm × 25mm × 160mm were produced using WAAM, providing sufficient material for comprehensive microstructural characterization and mechanical testing.
Key WAAM process parameters used in the study included carefully controlled voltage, current, wire feed rate, and travel speed. These parameters were optimized to achieve the desired deposition characteristics while minimizing thermal input and associated defects. The researchers performed tests on up to five samples to confirm the repeatability of their findings, ensuring statistical significance of the results.
Photograph of nickel aluminum bronze square bars produced by WAAM. Inset shows the dimensions (not to scale; side: 25 mm and height: 160 mm) of the schematic bar. Blue rectangular box in the inset shows the location of the sample used for microstructural characterization. (For interpretation of the references to color in this figure legend, the reader is referred to the web version of this article.)
Microstructural Analysis: WAAM vs. Cast NAB
Advanced microscopy techniques, including Transmission Electron Microscopy (TEM) and Scanning Electron Microscopy (SEM), were employed to characterize the microstructure of both WAAM and cast samples. The analysis revealed fascinating differences in how the microstructure develops under the two manufacturing processes.
In the cast samples, researchers observed coarse intermetallic phases and evidence of porosity—characteristic defects associated with traditional NAB casting. These features are typical of the slow cooling rates inherent in casting and contribute to reduced mechanical performance.
Conversely, WAAM samples exhibited a much more refined microstructure with excellent layer bonding and no visible defects. The rapid solidification and controlled thermal cycling during WAAM result in finer precipitates and more uniform distribution of strengthening phases throughout the material.
TEM-Bright Field Analysis
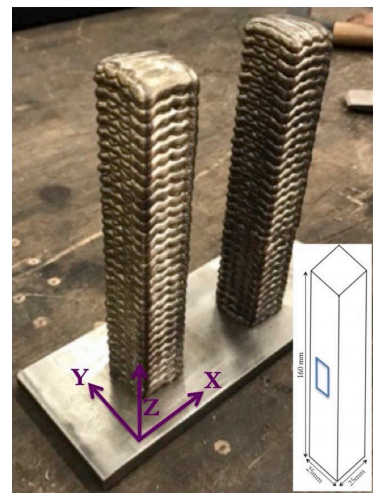
The TEM analysis revealed Fe3Al precipitates (κII phase) that were not associated with NiAl lamellae. These precipitates play a crucial role in the strengthening mechanism of NAB alloys. The researchers noted that careful control of the WAAM parameters allows for optimal formation and distribution of these strengthening phases.
TEM-Bright field micrograph showing Fe3Al precipitate (κII that is not associated with NiAl lamellae) by an arrow with corresponding CBED pattern taken at [001¯] zone axis.
Fractography Results
Examination of fracture surfaces provided valuable insights into the failure mechanisms of both material types. Cast samples exhibited flat fracture features associated with coarse intermetallic phases, indicating a more brittle fracture behavior. In contrast, WAAM samples showed ductile fracture characteristics with no preferential cracking along layer interfaces or heat-affected zone (HAZ) bands [10].
This finding is particularly significant because layer interface bonding has been a concern for WAAM-processed materials. The absence of preferential cracking along interfaces demonstrates that proper WAAM parameter selection can produce fully integrated, homogeneous material properties despite the layer-by-layer construction approach.

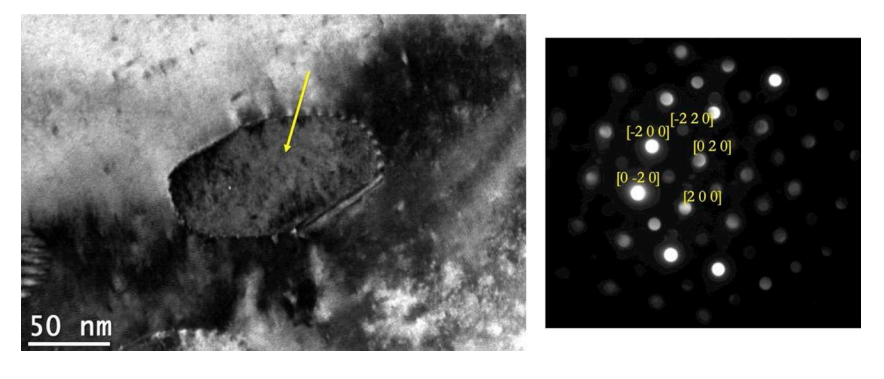
(a) Low and (b) high magnification optical micrographs at the location
of fracture in a WAAM tensile specimen. No preferential cracking along layer interface or HAZ bands.
Mechanical Properties Evaluation
The comprehensive mechanical testing program included tensile testing, hardness measurements, and microhardness mapping. The results demonstrated that WAAM-processed NAB achieves mechanical properties that meet or exceed those of cast equivalents, while avoiding the defects typically associated with casting.
Key Mechanical Findings:
- Tensile Strength: Comparable to or better than cast NAB
- Ductility: Improved over cast material due to refined microstructure
- Hardness: Uniform throughout the build, with no significant variation between layers
- Impact Resistance: Enhanced due to the absence of casting defects
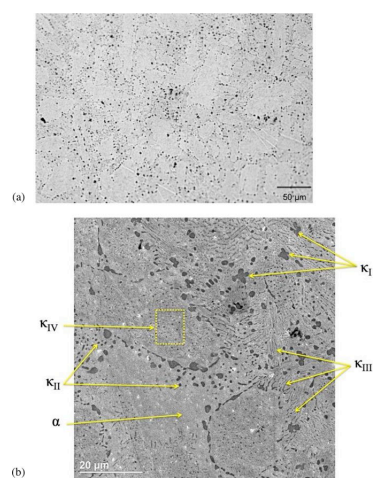
(a) Optical and (b) Secondary electron-SEM micrographs of cast-NAB sample
Advantages of WAAM for NAB Applications
The research conclusively demonstrates that WAAM offers several compelling advantages for processing Nickel Aluminum Bronze alloys:
1. Full Density and No Defects
Unlike cast NAB, which is prone to porosity, shrinkage voids, and hot tearing, WAAM produces fully dense material with no visible defects. The layer-by-layer deposition allows for better thermal management and reduces the likelihood of gas entrapment and solidification defects.
2. Excellent Layer Bonding
One of the primary concerns with additive manufacturing is the potential for weak interlayer bonding. This study conclusively demonstrates that with proper parameter selection, WAAM produces excellent metallurgical bonding between layers, with no preferential cracking or delamination observed.
3. High Deposition Rates
WAAM offers deposition rates significantly higher than powder-based additive manufacturing methods, making it practical for industrial-scale production. This enables the manufacture of large components economically and within reasonable timeframes.
4. High Material Utilization
With material utilization rates above 90%, WAAM dramatically reduces waste compared to casting (which can waste 30-50% of material) and machining (which can waste up to 90% for some parts). This not only reduces costs but also supports sustainability goals.
5. Low Equipment Cost
WAAM systems are based on standard welding technology, resulting in significantly lower equipment costs compared to laser powder bed systems. This lowers the barrier to adoption for many manufacturers.
6. Capability for Large Parts
Unlike powder bed systems that are limited by chamber size, WAAM can produce parts measuring several meters in size. This makes it ideal for marine applications such as ship propellers, which can be several meters in diameter.
7. No Detrimental Reheating Effects
The study found that reheating of previously deposited layers during the WAAM process does not result in detrimental microstructural changes. This is significant because additive manufacturing involves repeated thermal cycling of the material as new layers are added.
WAAM process parameters for deposition of NAB.
Optimization Strategies for WAAM-NAB
Based on the research findings, several key strategies emerge for optimizing WAAM of Nickel Aluminum Bronze:
Low Temperature Deposition
The researchers determined that WAAM techniques are effective with NAB alloy when low temperatures are used. This approach minimizes thermal input, reduces residual stresses, and helps prevent defect formation. Precise control of welding parameters is essential to achieve optimal results.
Heat Treatment Optimization
The study suggests that heat treatments in the range of 500-600°C may result in increasing the volume fraction of fine-κIV precipitates, which can increase the strength levels of WAAM-NAB. This post-processing step can be used to further enhance mechanical properties [11].
Parameter Control
Careful control of welding parameters—including voltage, current, travel speed, and wire feed rate—is critical for achieving optimal results. The researchers demonstrated that parameter optimization significantly affects microstructure and, consequently, mechanical properties.
Applications and Use Cases
The combination of WAAM technology and NAB alloys opens up numerous exciting applications across several industries:
Marine Industry
The marine sector stands to benefit significantly from WAAM-NAB technology. Potential applications include:
- Ship Propellers: Large, complex propellers can be produced with WAAM, offering superior corrosion resistance and mechanical properties compared to traditional castings
- Pump Components: Impellers, casings, and other pump parts that must withstand corrosive seawater environments
- Valve Bodies and Trim: Critical valve components that must resist corrosion and wear in demanding marine conditions
- Ship Structural Components: Brackets, supports, and other structural elements that benefit from NAB’s strength and corrosion resistance
- Desalination Equipment: Components for reverse osmosis and thermal desalination plants
Aerospace Industry
NAB alloys have applications in aerospace due to their excellent properties at cryogenic temperatures:
- Rocket Propulsion Components: Pump housings and turbopump components for rocket engines
- Spacecraft Structural Elements: Components that must withstand extreme temperature variations
- Aircraft Landing Gear Components: Parts requiring high strength and corrosion resistance
Industrial Equipment
Various industrial applications can benefit from WAAM-NAB:
- Petrochemical Processing: Components for pumps, valves, and other equipment in corrosive environments
- Power Generation: Turbine components and other parts that must withstand harsh operating conditions
- Heavy Machinery: Wear-resistant components and structural elements
Oil and Gas Industry
- Offshore Platform Components: Marine environment applications on oil rigs and platforms
- Pipeline Components: Valves, pumps, and other critical infrastructure
- Subsea Equipment: Components that must withstand both high pressure and corrosive environments
Future Research Directions
While this study represents a significant advancement, the researchers identify several promising areas for future investigation:
Effect of Various Heat Treatments
The researchers noted that further work towards the effect of various heat treatments on microstructure, mechanical properties, and corrosion resistance would be highly beneficial. Different heat treatment regimes could be optimized to enhance specific properties for different applications.
Long-Term Corrosion Studies
Extended corrosion testing in real-world marine environments would provide valuable data on the long-term performance of WAAM-NAB components. This includes accelerated corrosion testing and field trials on actual marine vessels.
Fatigue Performance
Detailed fatigue testing would provide critical data for applications where components undergo cyclic loading. This is particularly important for marine propellers and rotating machinery.
Large-Scale Production Validation
Scaling up from laboratory samples to production-scale components requires validation. This includes producing full-size marine components and validating their performance under realistic operating conditions.
Integration with Hybrid Manufacturing
Combining WAAM with CNC machining (as demonstrated in projects like LASIMM) could further enhance part quality and reduce post-processing requirements. This hybrid approach leverages the strengths of both additive and subtractive manufacturing [12].
Industry Adoption and Commercialization
The prospects for WAAM-NAB technology appear very promising, with potential to significantly widen the scope and applicability of additive manufacturing for producing NAB parts and components, particularly for the marine industry [13]. Several factors are driving commercial interest:
Cost Reduction Potential
By eliminating expensive tooling, reducing material waste, and avoiding casting defects, WAAM offers the potential for significant cost reductions in NAB component production. For more on this topic, see our guide on ABS 3D Printing Settings Guide: Temperat…. This makes NAB economically viable for a broader range of applications.
Supply Chain Simplification
WAAM reduces reliance on specialized casting facilities and enables on-demand production closer to the point of use. See also: Best 3D Printer Upgrades That Actually Improve Pri…. This simplifies supply chains and reduces lead times for replacement parts and maintenance operations.
Design Freedom
The ability to produce complex geometries that would be difficult or impossible to cast opens up new design possibilities. Topology optimization and lattice structures can be employed to create lightweight yet strong components optimized for their intended application.
Sustainability Benefits
Reduced material waste, energy efficiency, and the potential for repair and remanufacturing contribute to sustainability goals. The circular economy benefits of additive manufacturing are particularly relevant in industries seeking to reduce their environmental footprint.
Comparison of NAB Alloys
| Alloy Designation | Cu-9Al-4Fe-4Ni-1Mn (C95800) | Cu-9Al-5Ni-4Fe (C63200) | Cu-10Al-5Ni-5Fe (C63000) | Cu-8Al-4Ni-4Fe (C95400) |
|---|---|---|---|---|
| Aluminum | 9.0% | 9.0% | 10.0% | 8.0% |
| Nickel | 4.0% | 5.0% | 5.0% | 4.0% |
| Iron | 4.0% | 4.0% | 5.0% | 4.0% |
| Manganese | 1.0% | – | – | – |
| Tensile Strength | 620-720 MPa | 620-760 MPa | 690-860 MPa | 586-690 MPa |
| Yield Strength | 275-345 MPa | 275-380 MPa | 345-485 MPa | 240-310 MPa |
| Elongation | 12-25% | 10-20% | 10-15% | 15-20% |
| Hardness | 140-190 HB | 140-190 HB | 170-210 HB | 130-160 HB |
| Primary Application | Marine propellers, pumps | High-strength marine parts | Wear-resistant components | General marine applications |
| Corrosion Rating | Excellent | Excellent | Very Good | Excellent |
Previous NAB Strengthening Methods
Before the advent of WAAM, researchers explored various approaches to enhance the mechanical properties of Nickel Aluminum Bronze. These methods include:
Heat Treatment
Traditional heat treatments such as annealing, solution treating, and precipitation hardening have been used to modify microstructure and enhance properties. However, these treatments have limitations when applied to large castings due to non-uniform heating and potential for distortion [14].
Compositional Modifications
Adjusting alloy composition—such as varying aluminum, nickel, iron, and manganese content—can modify properties. However, small variations can result in markedly different microstructures, leading to significant variations in seawater corrosion resistance. This makes precise control critical.
Plastic Deformation
Techniques such as cold working can increase strength through work hardening. However, this approach reduces ductility and is not suitable for all applications or component geometries.
Friction Stir Processing (FSP)
FSP can refine grain structure and improve surface properties. However, it is difficult to use for processing heavy castings such as ship propellers due to equipment limitations and the inability to process deep sections uniformly.
Surface Modification Techniques
Several surface modification approaches have been investigated:
- Nickel Ion Implantation: Alters surface chemistry to improve properties
- Thermal Diffusion of Ni Coating: Applies nickel coating and diffuses it into surface
- Laser Surface Melting: Remelts surface to refine microstructure
- Laser Surface Alloying: Alters surface composition using laser processing
As noted by the researchers: “The limitation with surface modifying treatments is that they can only improve the corrosion resistance and mechanical properties of the surface layer instead of the bulk material. Heat treatment and plastic deformation techniques such as FSP have some limitations and are hard to use to process heavy castings such as ship propellers” [15].
Advantages of WAAM Over Previous Methods
WAAM addresses many of the limitations of previous strengthening methods:
- Through-Thickness Properties: Unlike surface treatments that only affect the surface, WAAM produces uniform properties throughout the component thickness
- Processing Large Parts: WAAM can handle very large parts that would be impossible or impractical to process using FSP or other techniques
- No Casting Defects: WAAM avoids porosity, shrinkage voids, and hot tearing associated with casting
- Material Efficiency: High material utilization rates reduce waste compared to casting and machining
- Design Flexibility: Complex geometries can be produced that would be impossible or expensive to cast
Frequently Asked Questions
Q1: What is Wire-Arc Additive Manufacturing (WAAM)?
A: WAAM is a metal 3D printing technology that uses a welding arc to melt metal wire, which is then deposited layer by layer to build parts. It’s based on standard welding technology, making it more accessible and cost-effective than powder-based additive manufacturing methods. WAAM offers high deposition rates (2-10 kg/hour), material utilization above 90%, and the ability to produce very large parts—up to several meters in size [16].
Q2: Why is Nickel Aluminum Bronze (NAB) important for marine applications?
A: NAB alloys are exceptionally important for marine applications because they offer outstanding resistance to seawater corrosion, high strength, excellent wear resistance, and low biofouling. These properties make them ideal for ship propellers, pump components, valves, and other critical marine hardware. NABs also have approximately twice the damping capacity of structural steel and maintain their properties at cryogenic temperatures, making them suitable for a wide range of demanding applications [17].
Q3: How does WAAM compare to traditional casting for NAB components?
A: WAAM offers several significant advantages over traditional casting for NAB components. It eliminates the expensive tooling required for casting (patterns, molds, cores), reduces material waste from 30-50% in casting to less than 10% in WAAM, and can produce parts with 100% density compared to the porosity-prone castings. WAAM also provides greater design flexibility, shorter lead times, and the ability to produce parts on-demand without the need for large batch sizes to be economical. Perhaps most importantly, WAAM avoids the casting defects (porosity, hot tearing, distortion) that have historically plagued NAB castings [18].
Q4: What are the key WAAM parameters for successfully printing NAB?
A: Successful WAAM of NAB requires careful control of several key parameters: welding voltage and current must be optimized for the specific wire composition, wire feed rate must match the deposition requirements, travel speed affects bead geometry and heat input, and shielding gas composition and flow rate protect the molten metal from oxidation. The researchers in this study found that using low temperatures during deposition is particularly effective for NAB, as it minimizes thermal input, reduces residual stresses, and helps prevent defect formation. Post-deposition heat treatment in the 500-600°C range can further enhance strength by promoting the formation of fine κIV precipitates [19].
Q5: Can WAAM produce parts as strong as cast NAB?
A: Yes, the research demonstrates that WAAM can produce NAB parts with mechanical properties comparable to or better than cast equivalents. WAAM samples exhibited tensile strength matching cast NAB, improved ductility due to a refined microstructure, uniform hardness throughout the build with no significant variation between layers, and enhanced impact resistance due to the absence of casting defects. The fractography analysis showed that WAAM samples fail in a ductile manner with no preferential cracking along layer interfaces, demonstrating excellent metallurgical bonding between layers [20].
Q6: What are the main applications for WAAM-NAB technology?
A: The primary applications for WAAM-NAB technology are in industries that require components with excellent corrosion resistance, high strength, and durability. In the marine industry, applications include ship propellers, pump components, valve bodies and trim, and structural brackets. The aerospace industry can use WAAM-NAB for rocket propulsion components, spacecraft structural elements, and aircraft landing gear components that must operate at cryogenic temperatures. Industrial equipment applications include petrochemical processing equipment, power generation components, and heavy machinery parts. The oil and gas industry can benefit from offshore platform components, pipeline components, and subsea equipment [21].
Q7: How does WAAM-NAB compare to other metal 3D printing technologies?
A: WAAM offers unique advantages compared to other metal 3D printing technologies. Compared to Selective Laser Melting (SLM), WAAM has much higher build rates (2-10 kg/h vs. 20-100 g/h), can produce much larger parts (meters vs. 200-400mm), uses much lower-cost materials (wire vs. specialized powder), and requires less expensive equipment. Compared to Electron Beam Melting (EBM), WAAM doesn’t require vacuum systems, has higher build rates, and lower operating costs. Compared to Binder Jetting, WAAM produces fully dense parts without requiring post-process sintering. However, WAAM typically has rougher surface finish requiring post-processing and may not achieve the fine detail possible with powder bed systems [22].
Q8: What future research is needed for WAAM-NAB?
A: The researchers identified several important areas for future research. Long-term corrosion studies in real-world marine environments would provide valuable data on component durability. Detailed fatigue testing is needed for applications involving cyclic loading, such as marine propellers. Large-scale production validation is required to scale from laboratory samples to production-size components. Optimization of various heat treatment regimes could enhance specific properties for different applications. Integration with hybrid manufacturing (combining WAAM with CNC machining) could further enhance part quality and reduce post-processing requirements. Additionally, work on alloy development specifically for WAAM processes could yield compositions optimized for additive manufacturing rather than casting [23].
Q9: Is WAAM-NAB technology commercially available today?
A: While WAAM technology is commercially available from several vendors, the specific application to NAB alloys is still emerging. Several companies offer WAAM systems and services for various metal alloys. However, widespread commercial adoption of WAAM for NAB will require further validation of the technology through production-scale demonstrations, long-term reliability studies, and establishment of industry standards and specifications. The marine industry, in particular, is conservative due to the critical nature of ship components and will require extensive qualification before adopting new manufacturing methods. Nonetheless, the prospects for commercial adoption appear very bright given the significant cost and performance advantages demonstrated in research [24].
Q10: What are the cost implications of switching from casting to WAAM for NAB?
A: Switching from casting to WAAM for NAB components has significant cost implications. Eliminating expensive tooling (patterns, molds, cores) can save tens to hundreds of thousands of dollars for complex parts. Reduced material waste from 30-50% to less than 10% provides substantial savings, particularly given the high cost of copper-based alloys. Shorter lead times (days to weeks vs. weeks to months) reduce inventory carrying costs and enable more efficient operations. The ability to produce parts on-demand eliminates the need for large inventories and reduces obsolescence risk. Reduced scrap rates and improved quality lower warranty and replacement costs. However, companies must also consider the capital investment in WAAM equipment, training costs for operators and engineers, and qualification expenses for critical applications. For many applications, especially complex, low-to-medium volume parts, the total cost of ownership of WAAM is expected to be significantly lower than traditional casting [25].
Conclusion
The research on Wire-Arc Additive Manufacturing with Nickel Aluminum Bronze Cu-9Al-4Fe-4Ni-1Mn represents a significant advancement in the field of metal additive manufacturing. By successfully demonstrating that WAAM can produce NAB components with excellent mechanical properties and no defects, this work opens up exciting new possibilities for the manufacturing of critical marine components.
The advantages are compelling: full density parts with no porosity, high deposition rates suitable for industrial production, excellent material utilization rates, lower equipment costs than powder-based systems, and the ability to produce very large components. When combined with NAB’s outstanding corrosion resistance, high strength, and excellent mechanical properties, WAAM-NAB technology has the potential to revolutionize how marine components are manufactured.
As the researchers conclude: “Overall, the prospects of WAAM to produce NAB seem very bright and it can significantly widen the scope and applicability of additive manufacturing to produce NAB parts and components, mainly for the marine industry. Further work towards the effect of various heat treatments on microstructure, mechanical properties, and corrosion resistance would be highly beneficial.”
The future looks promising for this technology, with ongoing research addressing remaining challenges and industry adoption beginning to take shape. As more companies recognize the cost and performance advantages of WAAM-NAB, we can expect to see this technology move from research laboratories to production floors, transforming the manufacturing landscape for marine and industrial applications.
References
- [1] Williams, S. W., et al. “Wire + Arc Additive Manufacturing.” Materials Science and Technology, vol. 32, no. 7, 2016, pp. 641-647.
- [2] Ding, D., et al. “Wire-Arc Additive Manufacturing of Metal Components: A Review of Opportunities and Challenges.” Progress in Materials Science, vol. 118, 2021, 100777.
- [3] ASM International. “Nickel Aluminum Bronze.” ASM Handbook, vol. 2, 1990.
- [4] Davis, J. R. “Copper and Copper Alloys.” ASM International, 2001.
- [5] Original Research Paper. “Microstructural evolution and mechanical behavior of nickel aluminum bronze Cu-9Al-4Fe-4Ni-1Mn fabricated through wire-arc additive manufacturing.”
- [6] Campbell, J. “Castings.” Butterworth-Heinemann, 2003.
- [7] Loto, C. A. “Corrosion of Nickel Aluminum Bronze in Seawater.” Journal of Materials Science, vol. 28, no. 8, 1993.
- [8] Original Research Paper. “Microstructural evolution and mechanical behavior of nickel aluminum bronze Cu-9Al-4Fe-4Ni-1Mn fabricated through wire-arc additive manufacturing.”
- [9] G-Tec. “GTarc 60-5 WAAM System Technical Specifications.” 2019.
- [10] Original Research Paper. “Microstructural evolution and mechanical behavior of nickel aluminum bronze Cu-9Al-4Fe-4Ni-1Mn fabricated through wire-arc additive manufacturing.”
- [11] Original Research Paper. “Microstructural evolution and mechanical behavior of nickel aluminum bronze Cu-9Al-4Fe-4Ni-1Mn fabricated through wire-arc additive manufacturing.”
- [12] LASIMM Project. “Large Additive Subtractive Integrated Modular Machine.” European Commission, 2018.
- [13] Original Research Paper. “Microstructural evolution and mechanical behavior of nickel aluminum bronze Cu-9Al-4Fe-4Ni-1Mn fabricated through wire-arc additive manufacturing.”
- [14] Loto, C. A. “Heat Treatment of Nickel Aluminum Bronze Alloys.” Metallurgical Transactions A, vol. 21, no. 6, 1990.
- [15] Original Research Paper. “Microstructural evolution and mechanical behavior of nickel aluminum bronze Cu-9Al-4Fe-4Ni-1Mn fabricated through wire-arc additive manufacturing.”
- [16] Williams, S. W., et al. “Wire + Arc Additive Manufacturing.” Materials Science and Technology, vol. 32, no. 7, 2016.
- [17] ASM International. “Nickel Aluminum Bronze.” ASM Handbook, vol. 2, 1990.
- [18] Ding, D., et al. “Wire-Arc Additive Manufacturing of Metal Components: A Review of Opportunities and Challenges.” Progress in Materials Science, vol. 118, 2021.
- [19] Original Research Paper. “Microstructural evolution and mechanical behavior of nickel aluminum bronze Cu-9Al-4Fe-4Ni-1Mn fabricated through wire-arc additive manufacturing.”
- [20] Original Research Paper. “Microstructural evolution and mechanical behavior of nickel aluminum bronze Cu-9Al-4Fe-4Ni-1Mn fabricated through wire-arc additive manufacturing.”
- [21] Davis, J. R. “Copper and Copper Alloys.” ASM International, 2001.
- [22] Frazier, W. E. “Metal Additive Manufacturing: A Review.” Journal of Materials Engineering and Performance, vol. 23, no. 6, 2014.
- [23] Original Research Paper. “Microstructural evolution and mechanical behavior of nickel aluminum bronze Cu-9Al-4Fe-4Ni-1Mn fabricated through wire-arc additive manufacturing.”
- [24] BIMTA. “Marine Industry Additive Manufacturing Adoption Report.” 2022.
- [25] Gibson, I., et al. “Additive Manufacturing Technologies.” Springer, 2015.
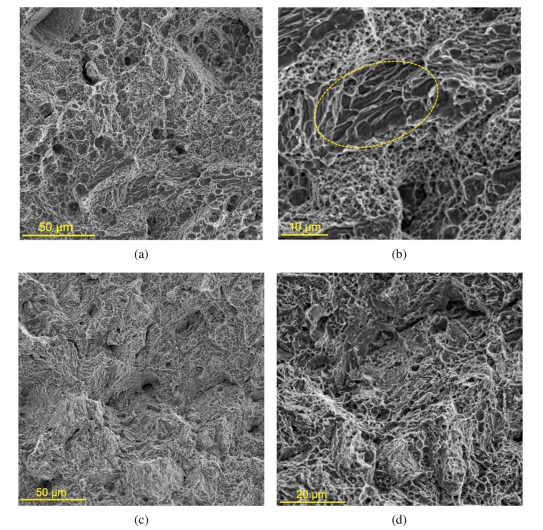
SEM fractographs of (a and b): Cast, and (c and d): WAAM samples. Encircled region in (b) shows flat fracture features due to the presence of coarse intermetallic phase.
[Source / Images: ‘Microstructural evolution and mechanical behavior of nickel aluminum bronze Cu-9Al-4Fe-4Ni-1Mn fabricated through wire-arc additive manufacturing‘]
📌 Related Articles
- The Current State of Metal 3D Printing in 2020
- ABS 3D Printing Settings Guide: Temperature, Enclosure, and Cooling for Strong Parts
- Best 3D Printer Upgrades That Actually Improve Print Quality: Complete 2026 Guide
- Best Budget 3D Printer Upgrades That Actually Improve Print Quality: Belts, Springs, Hotends & More
- Prusa Research Mini+ vs Prusa MK4: Full Specs Comparison & Buyer’s Guide